
一、酸回收膜析設(shè)備
產(chǎn)品簡介
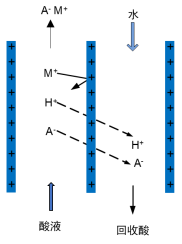
將陰膜、滲析室隔板以及擴(kuò)散室隔板按一定順序排列起來,在兩側(cè)放置配水板并用夾緊板夾緊的分離酸的設(shè)備。
酸回收膜析過程以濃差為驅(qū)動力,利用陰離子交換膜對酸的選擇透過性和對鹽的高截留性,實(shí)現(xiàn)溶液中酸與鹽的分離,分離出的酸溶液回用于生產(chǎn)工藝。


技術(shù)參數(shù)

應(yīng)用領(lǐng)域
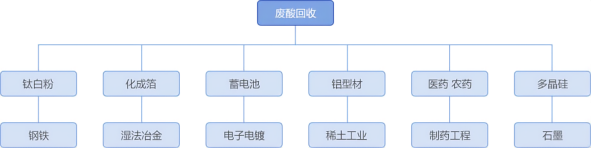
3)主要應(yīng)用
鋁型材行業(yè)中的應(yīng)用
鋁型材陽極氧化加工過程中產(chǎn)生大量的廢酸。這些廢酸若中和處理,不但酸得不到充分的利用,而且消耗大量的堿,產(chǎn)生大量的固廢。一般鋁型材陽極氧化排出的廢酸濃度為18%,金屬離子濃度為1.5%,用膜析設(shè)備處理該酸液,能回收其中85%以上的酸成分,對鋁離子的截留率也能達(dá)到90% 。返回氧化槽液中的鋁離子含量小于1g/L, 對槽液的鋁離子穩(wěn)定控制具有良好的效果 ,并且對鋁型材的品質(zhì)顯著提高,同時電耗和廢水處置費(fèi)用大大降低,有較大的經(jīng)濟(jì)效益。
行業(yè) | 酸液 | 廢酸濃度(%) | 回收酸濃度(%) | 廢酸中Al3+濃度(g/L) | 回收酸中Al3+濃度(g/L) | 酸回收率(%) | 鋁截留率(%) |
鋁型材 | 硫酸 | 18 | ≥14.8 | 15.1 | 0.9 | 82.0 | 94.0 |
鈦白粉行業(yè)中的應(yīng)用
以膜析設(shè)備技術(shù)為核心,將微濾、膜析和納濾等過程耦合。采用微濾工藝作為預(yù)處理,采用耐強(qiáng)酸堿均孔膜過濾器及高性能膜析實(shí)現(xiàn)硫酸回收并除去亞鐵離子,采用納濾工藝實(shí)現(xiàn)亞鐵離子的拋光處理,最終實(shí)現(xiàn)鈦白粉副產(chǎn)廢硫酸的資源化回收利用。
運(yùn)行效果
進(jìn)料液:鈦白粉副產(chǎn)廢硫酸,500噸/天,硫酸濃度≥24%,硫酸亞鐵含量<160g/L ;
回收酸:480噸/天,硫酸濃度≥22%(回收率≥88%),亞鐵含量<500mg/L(截留率≥99%)。
名稱 | 單位 | 廢酸 | 回用酸 |
平均酸度 | % | ≥24 | ≥22 |
硫酸亞鐵含量 | g/L | <160 | / |
鐵離子含量 | mg/L | / | ≤500 |
固含量 | g/L | ≤0.1 | / |
經(jīng)濟(jì)效益
(1)每年可回收濃度22%的硫酸160000噸,折合98%濃硫酸36000噸;
(2)每年節(jié)省中和堿30000噸,可減少固廢產(chǎn)生量45000噸。
石墨行業(yè)中的應(yīng)用
石墨行業(yè)三酸 (HCl、HNO3、HF) 酸洗法提純石墨工藝中會有大量的廢酸產(chǎn)生,若直接中和排放不僅浪費(fèi)了酸和堿,同時導(dǎo)致大量的高鹽廢水排放,既提高了企業(yè)生產(chǎn)成本又對環(huán)境造成了污染。用膜法處理此類廢酸, HCl、HNO3 的回收率均可達(dá)到85%以上,HF的回收率可達(dá)到78%以上。可以用漂洗水作為接收液來回收廢酸中的酸,回收酸補(bǔ)濃后返回系統(tǒng)繼續(xù)使用,這樣 既節(jié)約了酸和中和用的堿,又減少大量高鹽廢水的排放。用回收酸補(bǔ)濃的方法每生產(chǎn)1噸石墨節(jié)約的酸成本為275.2元, 一個中小型企業(yè)半年左右即可回收設(shè)備的成本,設(shè)備壽命在3年以上。
經(jīng)膜法處理完的酸濃度
Cl-濃度(mg/L) | NO3-濃度 (mg/L) | F-濃度(mg/L) | |
廢酸 | 65980 | 15470 | 52870 |
回收酸 | 58340 | 13830 | 41250 |
殘液 | 7640 | 1640 | 11620 |
回收酸回用到1噸石墨生產(chǎn)工藝
HCl 30% | HNO3 40% | HF 40% | 回收酸 | 合計 | |
原工藝用酸量(公斤) | 365 | 115 | 212 | 0 | |
原工藝用酸成本(元) | 58.4 | 64.6 | 655.8 | 0 | 778.8 |
新工藝應(yīng)投加量(公斤) | 274 | 78 | 135 | 513 | |
新工藝應(yīng)用酸成本(元) | 41.4 | 43.7 | 418.5 | 503.6 |
PS 版行業(yè)中的應(yīng)用
在生產(chǎn)制作印刷PS 版過程中,產(chǎn)生大量的鹽酸電解液、硫酸氧化液等廢液排放。不僅 造成資源浪費(fèi),使產(chǎn)品成本增加,而且導(dǎo)致嚴(yán)重的環(huán)境污染,影響和制約企業(yè)的生存和發(fā)展。采用膜析技術(shù)對廢液進(jìn)行處理,不僅將大部分鋁離子去除的廢液進(jìn)行回收循環(huán)使 用,同時穩(wěn)定了生產(chǎn)中電解及氧化溶液的波動變化,促使生產(chǎn)PS 版的質(zhì)量提高。
![]()
![]()
![]()
行業(yè) | 酸液 | 廢酸濃度(%) | 回收酸濃度(%) | 廢酸中Al3+濃度(g/L) | 回收酸中Al3+濃度(g/L) | 酸回收率(%) | 鋁截留率(%) |
PS板 | 鹽酸 | 1.1~1.6% | 1.4~1.8% | 10 | 1 | 90 | 94.3 |
硫酸 | 18% | ≥15% | 9 | 0.9 | 83.3 | 93.0 |
濕法冶金行業(yè)中的應(yīng)用
濕法煉銅生產(chǎn)中產(chǎn)生大量的電解貧液,若用石灰中和,除造成酸和銅的損失外,還引發(fā)環(huán)境問題。用陰膜膜析回收電解貧液中的廢酸再返回系統(tǒng)使用,這樣既為企業(yè)節(jié)約了資源,又解決了環(huán)境污染問題。工藝流程如下:
行業(yè) | 酸液 | 廢酸濃度(%) | 回收酸濃度(%) | 廢酸中Fe3+濃度(g/L) | 回收酸中Fe3+濃度(g/L) | 酸回收率(%) | 鐵截留率(%) |
濕法冶金 | 硫酸 | 13 | ≥11 | 1.4 | 0.13 | 83.0 | 92.0 |
二、堿回收膜析設(shè)備
產(chǎn)品簡介
將膜析設(shè)備陽膜、滲析室隔板以及擴(kuò)散室隔板按一定順序排列起來,在兩側(cè)放置配水板并用夾緊板夾緊的分離堿的設(shè)備。
堿回收膜析過程以濃差為驅(qū)動力,利用陽離子交換膜對堿的選擇透過性和對鹽或其它組分的高截留性,實(shí)現(xiàn)溶液中堿與鹽或其它組分的分離,分離出的堿溶液回用于生產(chǎn)工藝。



技術(shù)參數(shù)

應(yīng)用領(lǐng)域
3)主要應(yīng)用
光伏行業(yè)在生產(chǎn)過程中 ,為去除硅材料表面的機(jī)械損傷層 、增加電池表面積 、去除表面雜質(zhì),需對硅材料進(jìn)行處理,這個過程稱為制絨。制絨過程中會產(chǎn)生大量的廢堿,以氫氧化鈉為主,廢堿液中主要含有硅,其它雜質(zhì)較少,直接排放會造成環(huán)境污染,酸堿中和會造成資源浪費(fèi)。膜析設(shè)備陽膜可將氫氧化鈉與硅進(jìn)行有效分離,回收堿可用于各個廢氣吸收塔等工藝,減少原吸收塔的投堿量,使堿利用率大大提高。
行業(yè) | 堿液 | 廢堿濃度(%) | 回收堿濃度(%) | 殘液堿濃度(%) | 堿回收率(%) |
光伏 | 氫氧化鈉 | 7.6 | 6.1 | 1.5 | 80.0 |
 2025-06-09 16:18
2025-06-09 16:18  315
315